
Legierungsvarianten aus dem 3D-Drucker
Metallischer AM-Werkstoffe durch Hochgeschwindigkeits-Laserauftragschweißen
22. November 2021
In der letzten Woche hat nach zweijähriger Pause die formnext in Frankfurt mit großem Erfolg stattgefunden. Das Start-Up Ponticon hat ein Verfahren zur Entwicklung neuer metallischer Werkstoffe für die Additive Fertigung auf Basis des Hochgeschwindigkeits-Laserauftragschweißen vorgestellt. Es macht erstmals die Herstellung und Erprobung unterschiedlichster Legierungsvarianten in kürzester Zeit möglich.
Extremes Hochgeschwindigkeits-Laserauftragschweißen (EHLA)-3D-Verfahren
Mit dem pontiMAT Verfahren können anwendungsspezifische Werkstoffe sehr schnell und mit geringem Ressourceneinsatz hergestellt und erprobt werden. Es bietet maximale Flexibilität bei der Auswahl der metallischen Legierungselemente und gezielt einstellbare Abkühlraten. So eignet es sich besonders für die Entwicklung neuartiger Werkstoffe für die Additive Fertigung.
Basis des neuen Verfahrens ist das Extreme Hochgeschwindigkeits-Laserauftragschweißen (EHLA)-3D-Verfahren, das Ponticon in enger Zusammenarbeit mit dem Fraunhofer Institut für Lasertechnik ILT und dem Lehrstuhl Digital Additive Production (DAP) der RWTH Aachen entwickelt und jetzt zur Marktreife gebracht hat.
Das neue Verfahren bietet zum einen hohe Flexibilität bei der Mischung unterschiedlicher Legierungskomponenten. Zum anderen realisiert das für das Verfahren eingesetzte pE3D-System im Erstarrungsprozess Abkühlraten zwischen 100 K/s und 10 Millionen K/s. So kann das Gefüge in weiten Grenzen beeinflusst werden.
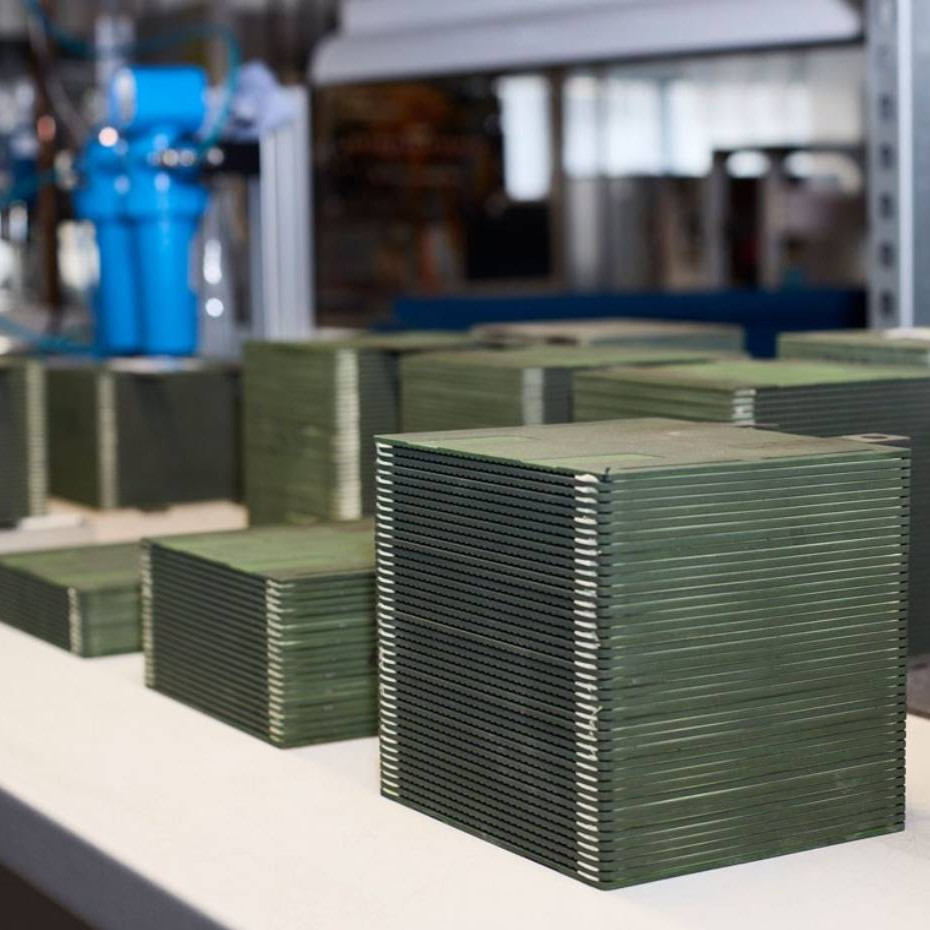
Für die Entwicklung anwendungsspezifischer Legierungen stellt das System auf einem Substrat in kurzer Zeit Probenkörper her, die metallurgisch analysiert werden. Auf diese Weise ist es möglich, pro Tag Hunderte Legierungsvarianten zu verarbeiten und anschließend deren Eigenschaften zu erproben. Im Vergleich zu den bisher üblichen schmelzmetallurgischen Methoden, ist durch additive Fertigung eine drastische Reduktion des Aufwandes möglich.
„Von der Konstruktion her sind viele Bauteile schon heute für die Additive Fertigung optimiert. Ein deutlich größeres Potenzial bei der Verbesserung der Funktionalität steckt jedoch im Werkstoff“, erläutert Tobias Stittgen (Geschäftsführer der Ponticon GmbH) den Nutzen für den Anwender. „Wenn unsere Kunden mit pontiMAT bei geringem Aufwand eine neue, AM-spezifische Legierung entwickeln, holen sie nicht fünf oder zehn Prozent, sondern eher um 50 Prozent verbesserte Einsatzeigenschaften heraus.“
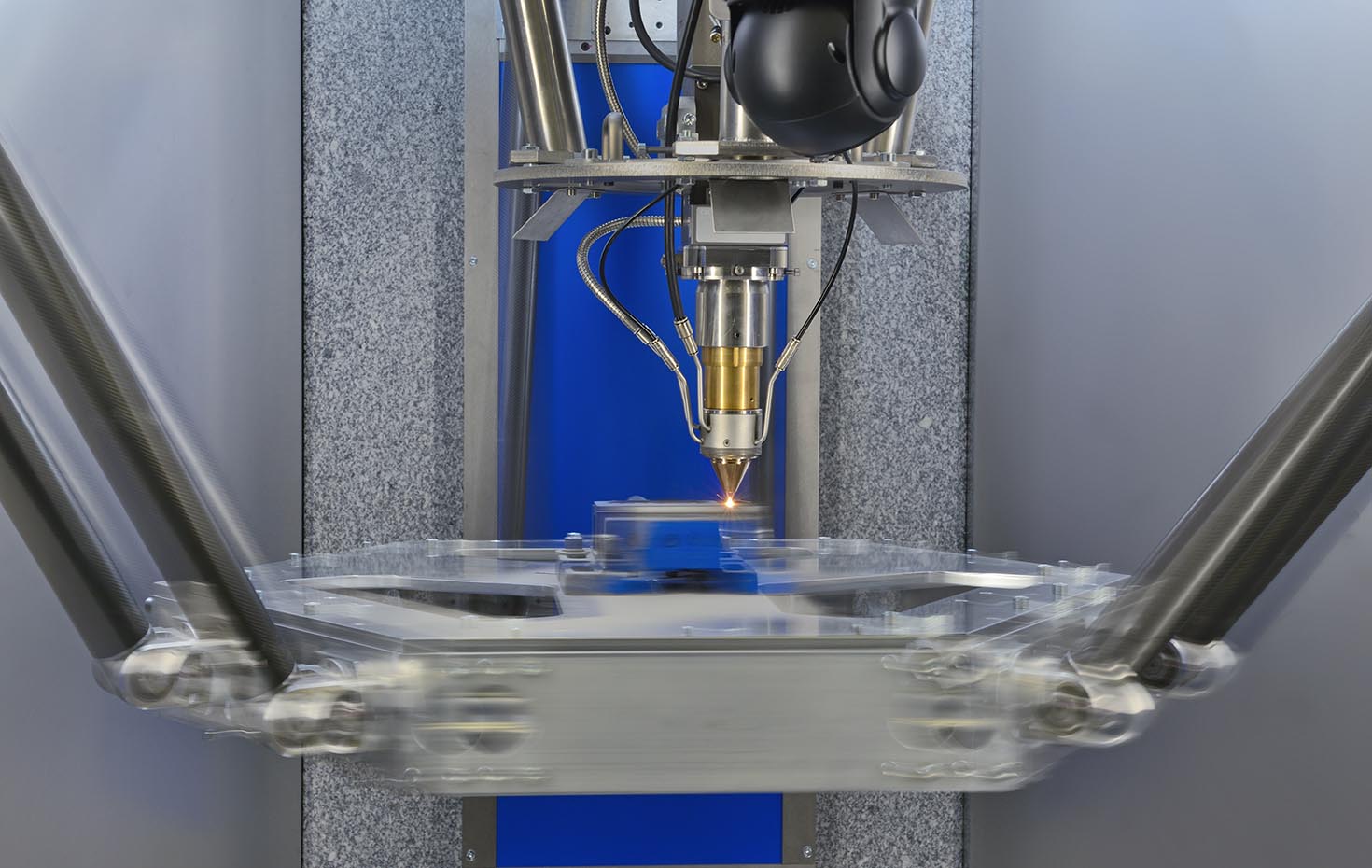
Im Gegensatz zum traditionellen Laser-Auftragschweißen wird das metallische Pulver in einem Laserstrahl geschmolzen, bevor es auf die Oberfläche des Substrates trifft und Schicht für Schicht aufgetragen wird. Das Licht eines Lasers mit mehreren kW Leistung tritt aus einem Bearbeitungskopf mit integrierter Pulverdüse aus, der die Strahlen wenige Millimeter über der Oberfläche fokussiert. Das metallische Pulver wird dem Laserstrahl durch eine eigens für den EHLA-Prozess ausgelegte Düse zugeführt.
Auf dieser Weise ist es möglich, unterschiedliche Legierungsbestandteile in nahezu beliebigen Kombinationen zu vermischen: In jedem der bis zu acht Pulverförderer kann sich ein anderes metallisches Element oder eine bereits vorgemischte Legierung befinden. Das Verfahren eignet sich damit besonders gut für die systematische Erprobung der Eigenschaften von Hochentropie-Legierungen. Sie erfreuen sich in der Werkstofftechnik großer Beliebtheit, da grundsätzlich alle vorstellbaren Materialeigenschaften mit ihnen verwirklicht werden können.
Um hohe Relativgeschwindigkeiten zwischen Bearbeitungskopf und Werkstück zu erreichen, ist die Laseroptik stationär angeordnet, der Werkstückträger bewegt sich auf einem Tripod unter der Düse. Die speziell für den Prozess entwickelte Stabkinematik ermöglicht es, hohe Beschleunigungen und Prozessgeschwindigkeiten zu erzielen und das Material dennoch mit hoher Präzision aufzutragen.
Wegen der hohen Anforderungen an die Stabilität der mechanischen Konstruktion ist das pE3D System auf einem Granitgestell mit 200 mm dicken Platten aufgebaut, deren Oberfläche auf 5 µm genau geschliffen ist.
Bild (oben): Das metallische Pulver tritt aus der am Bearbeitungskopf befestigten Düse aus und schmilzt, bevor es auf die Oberfläche des Substrats auftrifft. (Quelle: Ponticon)
Bild (unten): Der Werkstückträger bewegt sich unter dem stationären Bearbeitungskopf. (Quelle: Ponticon)

Kreislauffähiges Produktdesign mit Monomaterialien
Am 23. April wurden die Gewinner der re:think design competition zu Entwicklung…

Biobasierte Carbonfasern
Eine neue Pilotanlage der Carbon Lab Factory Lausitz am Fraunhofer IAP in Guben…
2D Materialien MXene
In der interdisziplinären Forschungsinitiative "TailorX" arbeiten Forschende an…

Metallischer 3D-Reparaturdruck
Brücken, Tragwerke und industrielle Konstruktionen aus Stahl werden oft über…

Hyperspektrale Bildgebung durch integrierte Interferenzfilter
Für die optischen Sensorik wurde am Fraunhofer IST die hyperspektrale…

Weniger Reifenabrieb dank neuer Sensortechnik
Ein neuartiger Sensor im Reifen mit KI-Methoden zur Datenauswertung sorgt für…

Exoskelett unterstützt Reifenwechsel
German Bionic hat unter dem Namen EXIA ein KI-gestütztes Exoskelett für…
Hochtemperaturelektrolyse-Stack
Hochtemperaturelektrolyse-Stack des Fraunhofer IKTS für die effiziente…

Smart Ring
Durch Miniaturisierung von Sensorik und Antenne in einen Ring haben Start-Ups…